Product Category
Contact Us
Tel:+86-519-83995608
Fax:+86-519-88997608
E-mail:info@czbsth.com
Web:http://www.czbsth.com/en/
Add:No. 26 Vigorhood Road, Industrial Park of Xixiashu Town,Changzhou City, Jiangsu Province


Tel:+86-519-83995608
Fax:+86-519-88997608
E-mail:info@czbsth.com
Web:http://www.czbsth.com/en/
Add:No. 26 Vigorhood Road, Industrial Park of Xixiashu Town,Changzhou City, Jiangsu Province
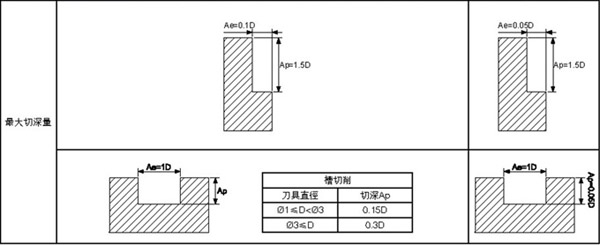
1.The following table is the standard value of side milling process, cutting tool, the speed to the following table 50%~70%, feed rate to 40%~60% as the standard value. 2.Please use the high precision machine tool and tool holder.
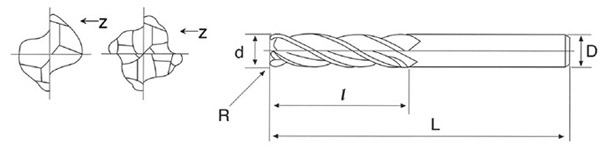
carbide end mill bits sizes
| Brand name | Cutting Diameter | Cutting Length | Overall Length | Shank Diameter | R Diameter | Name of Flutes (Z) |
| Bostontool | 3 | 12 | 75 | 3 | 0.3 | 2/4 |
| Bostontool | 3 | 12 | 75 | 3 | 0.5 | 2/4 |
| Bostontool | 3 | 12 | 75 | 3 | 1 | 2/4 |
| Bostontool | 4 | 15 | 75 | 4 | 0.3 | 2/4 |
| Bostontool | 4 | 15 | 75 | 4 | 0.5 | 2/4 |
| Bostontool | 4 | 15 | 75 | 4 | 1 | 2/4 |
| Bostontool | 4 | 15 | 75 | 4 | 1.5 | 2/4 |
| Bostontool | 6 | 20 | 100 | 6 | 0.3 | 2/4 |
| Bostontool | 6 | 20 | 100 | 6 | 0.5 | 2/4 |
| Bostontool | 6 | 20 | 100 | 6 | 1 | 2/4 |
| Bostontool | 6 | 20 | 100 | 6 | 1.5 | 2/4 |
| Bostontool | 6 | 20 | 100 | 6 | 2 | 2/4 |
| Bostontool | 8 | 25 | 100 | 8 | 0.3 | 2/4 |
| Bostontool | 8 | 25 | 100 | 8 | 0.5 | 2/4 |
| Bostontool | 8 | 25 | 100 | 8 | 1 | 2/4 |
| Bostontool | 8 | 25 | 100 | 8 | 1.5 | 2/4 |
| Bostontool | 8 | 25 | 100 | 8 | 2 | 2/4 |
| Bostontool | 8 | 25 | 100 | 8 | 2.5 | 2/4 |
| Bostontool | 8 | 25 | 100 | 8 | 3 | 2/4 |
| Bostontool | 10 | 30 | 100 | 10 | 0.3 | 2/4 |
| Bostontool | 10 | 30 | 100 | 10 | 0.5 | 2/4 |
| Bostontool | 10 | 30 | 100 | 10 | 1 | 2/4 |
| Bostontool | 10 | 30 | 100 | 10 | 1.5 | 2/4 |
| Bostontool | 10 | 30 | 100 | 10 | 2 | 2/4 |
| Bostontool | 10 | 30 | 100 | 10 | 2.5 | 2/4 |
| Bostontool | 10 | 30 | 100 | 10 | 3 | 2/4 |
| Bostontool | 12 | 35 | 100 | 12 | 0.3 | 2/4 |
| Bostontool | 12 | 35 | 100 | 12 | 0.5 | 2/4 |
| Bostontool | 12 | 35 | 100 | 12 | 1 | 2/4 |
| Bostontool | 12 | 35 | 100 | 12 | 1.5 | 2/4 |
| Bostontool | 12 | 35 | 100 | 12 | 2 | 2/4 |
| Bostontool | 12 | 35 | 100 | 12 | 2.5 | 2/4 |
| Bostontool | 12 | 35 | 100 | 12 | 3 | 2/4 |
Please pay special attention to:
1.The following table is the standard value of side milling process, cutting tool, the speed to the following table 50%~70%, feed rate to 40%~60% as the standard value.
2.Please use the high precision machine tool and tool holder.
3.please use the air cooling or not easy to produce smoke cutting fluid.
4.Recommended side milling Climb milling machining.
5.Machine tools and the poor installation of the workpiece, the case will produce vibration and abnormal sound, this time should be the next table speed and feed rate decreased.
6.Under the condition of non interference, the tool can be suspended as long as possible.
Cutting condition:
| Processed material | Cast iron | Carbon steel, alloy steel~750N/mm2 | Carbon steel, alloy steel | Pre hardened steel, Quenched and tempered steel | stainless steel | Pre hardened steel, Quenched and tempered steel | ||||||
| Nodular cast iron | ~30HRC | ~40HRC | ~50HRC | |||||||||
| Diameter | Speed | Feed rate (mm/min) | Speed | Feed rate (mm/min) | Speed | Feed rate (mm/min) | Speed | Feed rate (mm/min) | Speed | Feed rate (mm/min) | Speed | Feed rate |
| (mm) | (min-1) | (min-1) | (min-1) | (min-1) | (min-1) | (min-1) | (mm/min) | |||||
| 3 | 14000 | 820 | 14000 | 820 | 13000 | 755 | 10600 | 630 | 7500 | 145 | 8500 | 490 |
| 4 | 10800 | 840 | 10800 | 840 | 10000 | 770 | 8000 | 640 | 5500 | 145 | 6500 | 500 |
| 5 | 8200 | 880 | 8200 | 880 | 7600 | 810 | 6400 | 670 | 4500 | 145 | 5000 | 530 |
| 6 | 7000 | 900 | 7000 | 900 | 6400 | 830 | 5300 | 690 | 3700 | 160 | 4200 | 540 |
| 8 | 5200 | 890 | 5200 | 890 | 4800 | 815 | 4000 | 680 | 2800 | 160 | 3200 | 550 |
| 10 | 4200 | 880 | 4200 | 880 | 3800 | 810 | 3200 | 670 | 2200 | 160 | 2500 | 520 |
| 12 | 3500 | 880 | 3500 | 880 | 3200 | 810 | 2650 | 670 | 1850 | 160 | 2100 | 520 |
| 16 | 2600 | 680 | 2600 | 680 | 2400 | 630 | 2000 | 525 | 1400 | 120 | 1600 | 490 |
WC=90 Co=10 HV30=1571 Bending=3750N/mm2m Hardness=91.8 Particle size=0.6nm


