联系我们Contact Us<
电话:0519-83995608
传真:0519-88997608
电子信箱:info@czbsth.com
网址:http://www.czbsth.com/
地址:江苏省常州市新北区西夏墅镇工业园区


电话:0519-83995608
传真:0519-88997608
电子信箱:info@czbsth.com
网址:http://www.czbsth.com/
地址:江苏省常州市新北区西夏墅镇工业园区
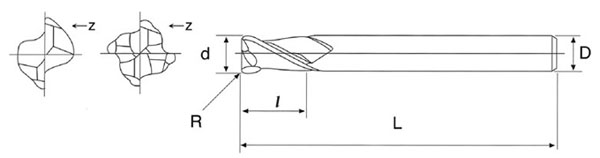
carbide end mill bits sizes
| Brand name | Cutting Diameter | Cutting Length | Overall Length | Shank Diameter | R Diameter | Name of Flutes (Z) |
| Bostontool | 直径d | 刃长l | 全长L | 柄径D | R径 | 刃数Z |
| Bostontool | 1 | 3 | 50 | 4 | 0.1 | 2/4 |
| Bostontool | 1 | 3 | 50 | 4 | 0.2 | 2/4 |
| Bostontool | 1 | 3 | 50 | 4 | 0.3 | 2/4 |
| Bostontool | 1.5 | 4 | 50 | 4 | 0.2 | 2/4 |
| Bostontool | 1.5 | 4 | 50 | 4 | 0.3 | 2/4 |
| Bostontool | 2 | 5 | 50 | 4 | 0.2 | 2/4 |
| Bostontool | 2 | 5 | 50 | 4 | 0.3 | 2/4 |
| Bostontool | 2 | 5 | 50 | 4 | 0.5 | 2/4 |
| Bostontool | 2.5 | 6 | 50 | 4 | 0.2 | 2/4 |
| Bostontool | 3 | 8 | 50 | 3 | 0.2 | 2/4 |
| Bostontool | 3 | 8 | 50 | 3 | 0.3 | 2/4 |
| Bostontool | 3 | 8 | 50 | 3 | 0.5 | 2/4 |
| Bostontool | 3 | 8 | 50 | 3 | 1 | 2/4 |
| Bostontool | 3 | 8 | 50 | 4 | 0.2 | 2/4 |
| Bostontool | 3 | 8 | 50 | 4 | 0.3 | 2/4 |
| Bostontool | 3 | 8 | 50 | 4 | 0.5 | 2/4 |
| Bostontool | 3 | 8 | 50 | 4 | 1 | 2/4 |
| Bostontool | 4 | 10 | 50 | 4 | 0.2 | 2/4 |
| Bostontool | 4 | 10 | 50 | 4 | 0.3 | 2/4 |
| Bostontool | 4 | 10 | 50 | 4 | 0.5 | 2/4 |
| Bostontool | 4 | 10 | 50 | 4 | 1 | 2/4 |
| Bostontool | 4 | 10 | 50 | 4 | 1.5 | 2/4 |
| Bostontool | 5 | 13 | 50 | 6 | 0.2 | 2/4 |
| Bostontool | 5 | 13 | 50 | 6 | 0.3 | 2/4 |
| Bostontool | 5 | 13 | 50 | 6 | 0.5 | 2/4 |
| Bostontool | 5 | 13 | 50 | 6 | 1 | 2/4 |
| Bostontool | 6 | 15 | 50 | 6 | 0.2 | 2/4 |
| Bostontool | 6 | 15 | 50 | 6 | 0.3 | 2/4 |
| Bostontool | 6 | 15 | 50 | 6 | 0.5 | 2/4 |
| Bostontool | 6 | 15 | 50 | 6 | 1 | 2/4 |
| Bostontool | 6 | 15 | 50 | 6 | 1.5 | 2/4 |
| Bostontool | 6 | 15 | 50 | 6 | 2 | 2/4 |
| Bostontool | 8 | 20 | 60 | 8 | 0.3 | 2/4 |
| Bostontool | 8 | 20 | 60 | 8 | 0.5 | 2/4 |
| Bostontool | 8 | 20 | 60 | 8 | 1 | 2/4 |
| Bostontool | 8 | 20 | 60 | 8 | 1.5 | 2/4 |
| Bostontool | 8 | 20 | 60 | 8 | 2 | 2/4 |
| Bostontool | 8 | 20 | 60 | 8 | 2.5 | 2/4 |
| Bostontool | 8 | 20 | 60 | 8 | 3 | 2/4 |
| Bostontool | 10 | 25 | 75 | 10 | 0.3 | 2/4 |
| Bostontool | 10 | 25 | 75 | 10 | 0.5 | 2/4 |
| Bostontool | 10 | 25 | 75 | 10 | 1 | 2/4 |
| Bostontool | 10 | 25 | 75 | 10 | 1.5 | 2/4 |
| Bostontool | 10 | 25 | 75 | 10 | 2 | 2/4 |
| Bostontool | 10 | 25 | 75 | 10 | 2.5 | 2/4 |
| Bostontool | 10 | 25 | 75 | 10 | 3 | 2/4 |
| Bostontool | 12 | 30 | 75 | 12 | 0.3 | 2/4 |
| Bostontool | 12 | 30 | 75 | 12 | 0.5 | 2/4 |
| Bostontool | 12 | 30 | 75 | 12 | 1 | 2/4 |
| Bostontool | 12 | 30 | 75 | 12 | 1.5 | 2/4 |
| Bostontool | 12 | 30 | 75 | 12 | 2 | 2/4 |
| Bostontool | 12 | 30 | 75 | 12 | 2.5 | 2/4 |
| Bostontool | 12 | 30 | 75 | 12 | 3 | 2/4 |
★请特别注意:
1.下表是侧铣加工的标准值,刀具切槽时,转速要以下表的50%~70%,进给速度要以40%~60%为标准值。
2.请使用高精度的机床和刀柄。
3.请使用空气冷却或不易产生烟雾的切削液。
4.侧面铣削推荐顺铣加工。
5.机床与工件安装刚性较差的情况下,会产生振动和异常声音,此时应将下表的转速与进给速度同比降低。
6.在不干涉的条件下尽可能使刀具悬长最短。
切削条件:
| 被加工材料 | 铸铁 | 碳素钢,合金钢~750N/mm2 | 碳素钢,合金钢 | 预硬钢,调质钢 | 不锈钢 | 预硬钢,调质钢 | ||||||
| 球墨铸铁 | ~30HRC | ~40HRC | ~50HRC | |||||||||
| 直径 | 转速 | 进给速度 (mm/min) | 转速 | 进给速度 (mm/min) | 转速 | 进给速度 (mm/min) | 转速 | 进给速度 (mm/min) | 转速 | 进给速度 (mm/min) | 转速 | 进给速度 |
| (mm) | (min-1) | (min-1) | (min-1) | (min-1) | (min-1) | (min-1) | (mm/min) | |||||
| 3 | 14000 | 820 | 14000 | 820 | 13000 | 755 | 10600 | 630 | 7500 | 145 | 8500 | 490 |
| 4 | 10800 | 840 | 10800 | 840 | 10000 | 770 | 8000 | 640 | 5500 | 145 | 6500 | 500 |
| 5 | 8200 | 880 | 8200 | 880 | 7600 | 810 | 6400 | 670 | 4500 | 145 | 5000 | 530 |
| 6 | 7000 | 900 | 7000 | 900 | 6400 | 830 | 5300 | 690 | 3700 | 160 | 4200 | 540 |
| 8 | 5200 | 890 | 5200 | 890 | 4800 | 815 | 4000 | 680 | 2800 | 160 | 3200 | 550 |
| 10 | 4200 | 880 | 4200 | 880 | 3800 | 810 | 3200 | 670 | 2200 | 160 | 2500 | 520 |
| 12 | 3500 | 880 | 3500 | 880 | 3200 | 810 | 2650 | 670 | 1850 | 160 | 2100 | 520 |
| 16 | 2600 | 680 | 2600 | 680 | 2400 | 630 | 2000 | 525 | 1400 | 120 | 1600 | 490 |
WC=87 Co=13 HV30=1700 抗折=4000N/mm2 硬度=92.6 粒径=0.6ηm


























")

